The application of top-bottom oxygen blowing technology and slag quenching and furnace protection technology has expanded the range of products produced in the converter and significantly improved quality and production efficiency. Tapping, as the final step in the converter steelmaking process, has become a key factor influencing the quality, output, and product variety of steelmaking. The service life of the tap hole, the timing of its replacement, and the lifespan of repairs directly affect steelmaking production efficiency and the converter steelmaking cycle. The sintering time and service life of converter tapping hole repair materials directly impact steelmaking production.
Converter taphole repair material is a maintenance material used when replacing or repairing the taphole. Since adopting the slide-gate slag blocking process, Henan Jigang’s First Steelmaking Plant has imposed stricter requirements on the integrity of the taphole seat bricks and higher precision in positioning when replacing taphole pipe bricks. Traditional replacement methods can no longer meet the process requirements for high-quality and special steels, and the introduction of large amounts of repair material has a significant impact on molten steel quality that cannot be ignored.
Methods for repairing the tapping hole
Although the nominal capacities of converters owned by China’s steel enterprises vary, the methods used to repair their tapping holes are generally consistent, with two common approaches. The first method involves using a small spray machine. After installing new nozzle bricks, sealing material is sprayed around the bricks. This is a semi-dry spraying process, with the material typically containing about 15% moisture. Once the material enters the furnace, some of the moisture rapidly boils off, while the rest combines with the material and sinter around the bricks, thereby protecting them; The second method involves spraying water directly onto the repair area while adding refractory material. Under the high temperatures inside the furnace, some of the water combines with the added refractory material and sintered to form a protective layer.
The drawbacks of the two spray-up methods
Although the two methods described above address the replacement of nozzle bricks and the repair of eroded areas around them, thereby ensuring the normal progress of smelting, they also have the following obvious shortcomings.
(1) The converter lining is constructed entirely of magnesium-carbon bricks. When large amounts of water enter the high-temperature furnace, the working surfaces of some lining bricks rapidly undergo hydration to form Mg(OH)₂, resulting in the bricks becoming powdery, expanding, and losing their structural integrity, thereby failing to fulfill their lining function. The specific chemical reaction is: MgO + H₂O → Mg(OH)₂ (white powder).
(2) The ingress of moisture into the furnace creates a sudden cooling effect, causing cracks to form at the interface between the transition layer and the unaltered layer of the lining bricks. As water continues to enter, these cracks gradually widen into fissures, leading to brick fracture. A significant number of bricks will spontaneously detach, eventually resulting in pitting.
(3) The moisture introduced to the tapping hole by semi-dry spray liners and manual water spraying—particularly the volume of manually sprayed water, which is difficult to control—seriously compromises the quality of the lining around the tapping hole and the bricks in the tapping seat. This is primarily manifested by brick damage, loosening, lack of strength, and accelerated erosion in this area. Consequently, steel seepage and leakage from the tapping hole are inevitable. Once leakage occurs, repairs become particularly difficult, significantly impacting the normal operation of the converter.
(4) The presence of water inside the furnace not only disrupts the furnace atmosphere but also poses various safety hazards and risks of steel leakage. Hydration of magnesium-carbon bricks in the converter should be avoided even at room temperature, let alone under high-temperature conditions. Consequently, every replacement of the nozzle bricks causes varying degrees of damage to the lining bricks, seat bricks, and nozzle bricks, thereby significantly shortening the service life of this area. In the middle to late stages of the furnace run, deep nipple-shaped pits often form in this area, and the service life of the nozzle bricks is also relatively short, typically lasting no more than 200 tapping cycles. The frequent replacement of the tapping nozzle bricks does not even account for the damage caused by water vapor to other lining bricks within the furnace.
(5) Frequent replacement of the tapping nozzle bricks throughout the furnace campaign makes the operating environment around them increasingly harsh, particularly for the tapping seat bricks, which become unrecognizable in the later stages. This not only leads to a significant increase in repair materials but also makes repairs increasingly difficult and time-consuming. Currently, the primary task during the later stages of operation for a significant number of domestic converters is repairing the tapping hole. At Jigang Steel’s 120-ton converter, using the aforementioned method to replace the tapping hole pipe bricks, combined with the replacement of the slag-stopping slide plate, takes approximately two and a half hours in total.

Development of a new repair material for converter tapping holes
(1) Preparation of a New Type of Tapping Hole Repair Material
1. Main ingredients
Magnesia-based or magnesia-carbon-based materials exhibit excellent erosion resistance. Depending on the requirements for the repair material, the primary raw materials used in the new type of ladle nozzle repair material are high-purity sintered magnesia particles, a portion of fused magnesia particles, and fused magnesia fine powder. The selection of the binder is critical for the repair material, as it directly affects the material’s various physical and chemical performance indicators. In addition to ensuring compatibility with the main raw materials and achieving high bonding strength, consideration must also be given to the binder’s curing mechanism, curing time, and its impact on construction performance—including the material’s flow characteristics and wetting properties. A good binder must provide both good flowability and ensure a short curing time. Since the main raw material, sintered magnesia, is a lean material, asphalt and phenolic resin exhibit good affinity and wetting properties toward it, making it easy to bind the magnesia particles together while also providing excellent high-temperature flow properties. In this experiment, the ladle nozzle repair material employs a novel binder formulated by blending high-quality medium-temperature modified asphalt, antioxidants, powdered phenolic resin, flow aids, and sintering aids in specific proportions.
2. Preparation of the repair compound
Mix 80%–90% high-quality medium-temperature modified bitumen, 1%–3% antioxidant, 1%–5% powdered phenolic resin, 2%–10% fluxing agent, and 3%–6% sintering aid for 8 minutes to produce the binder; Add high-purity sintered magnesia particles and electrofused magnesia particles to a mixer and blend thoroughly for 5 minutes; then add No. 0 diesel fuel equivalent to 1%–3% of the total mass and mix for 5 minutes to ensure the diesel fuel completely wets the magnesia particles; finally, add the fine powder of electrofused magnesia and 10%–20% of the previously prepared binder, and stir for 10 minutes to produce a new type of ladle nozzle repair material.
(2) Performance Testing
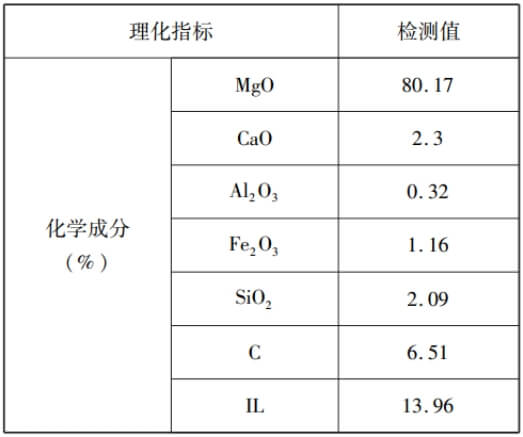
The new converter taphole repair material is a magnesium-based self-flowing material; its physical and chemical properties are shown in Table 1:
Based on the above physical and chemical properties, the IL value indicates that this self-flowing material not only flows freely but also undergoes combustion during the flow process. While its composition is magnesium-based, it transforms into a low-carbon magnesium-carbon material after sintering—that is, it develops a carbon-reinforced structure to enhance the material’s repair strength.
(3) Application of New Types of Tapping Hole Repair Materials
When replacing the nozzle bricks and installing the slide plate, the repair process is extremely simple. The specific steps are as follows:
(1) Mechanically remove any remaining bricks from the nozzle.
(2) Place the pre-bonded bricks into the nozzle, along with the nozzle insert inside the slide plate. After positioning, secure them in place and seal them with Martin sand.
(3) Tilt the converter and, based on the erosion condition around the nozzle, pour a certain amount of repair material through the hopper into the charging side of the converter. Then tilt the converter toward the nozzle until the self-flowing material seals the gap between the nozzle bricks and the seat bricks and fills the surrounding depressions. The converter can be rocked rapidly in small, repeated motions several times. Once the repair is complete, allow the repair material to sinter for approximately 15 minutes using the furnace temperature, after which the slide plate can be installed and production resumed.
After nearly three months of repeated trials, Jigang’s First Steelmaking Plant has gained relatively mature operational experience. Currently, this self-flowing material is being used stably on two 120-ton converters.
Through trials at the Jiyuan Steel Plant, this repair material prevented external moisture from corroding the lining, increased the furnace temperature, and extended the service life of the nozzle bricks to approximately 300 uses. The time required to repair the nozzle has been reduced from the original 40 minutes to less than 30 minutes, and the average sintering time has been reduced by about 10 minutes. The time required to replace the nozzle bricks has been significantly reduced, from approximately 2.5 hours using traditional methods to about 1 hour and 10 minutes, representing a 50% reduction. After using this repair material, not only were the construction properties excellent, but the nozzle bricks were also securely fixed in place, with no instances of the repair material naturally falling off during use.
Analysis suggests that the introduction of diesel in the new taphole repair material fully wets the particles, and under high-temperature conditions, this allows for thorough sintering within the material, thereby improving sintering efficiency; The high-quality medium-temperature modified asphalt in the binder provides the repair material with excellent flow properties at high temperatures. During sintering, the asphalt combines with powdered phenolic resin to form a uniform, interlaced carbon network structure, while the addition of flow aids significantly enhances the material’s flowability; The introduction of sintering aids not only promotes sintering but also increases the material’s strength through high-temperature reactions; The incorporation of a metallic antioxidant reacts with carbon at high temperatures to form a reinforcing phase, acting as a fiber-like toughening agent that enhances the strength of the repair material. Consequently, this new type of ladle nozzle repair material effectively balances high-temperature flow properties with sintering performance.
Conclusion
(1) The new repair method completely prevents large amounts of external moisture from entering the furnace, avoids adverse reactions between moisture and the lining, ensures relative stability of the furnace temperature and atmosphere, and extends the service life of the lining.
(2) Once this material enters the furnace, as it flows and burns, it not only avoids the sudden drop in furnace temperature typical of traditional methods but actually raises the furnace temperature. Furthermore, its complete combustion does not cause environmental pollution.
(3) The working principle of this new self-flowing material is sintering while flowing. Due to its excellent flowability, it effectively seals the gaps between the nozzle bricks and the pipe bricks at the tapping hole and rapidly fills any depressions around the tapping hole.
(4) Through monitoring and observation, this material has demonstrated excellent high-temperature performance, high strength after sintering, and resistance to molten steel erosion. It remains in place for an extended period, significantly reducing the frequency and quantity of material additions. The time required to replace the nozzle bricks has been shortened by 1 hour and 20 minutes, and the service life of the nozzle bricks has been extended to approximately 300 uses.